|
|
|
|
|
Станок для облицовывания кромок FORWARD 400 EVO

Цена на 21.11.2024
1 382 400.00
руб. с НДС
руб. с НДС
Производитель:
Woodtec
, производство:
Китай
Толщина кромочного материала: 0,4 - 3 мм
Мощность двигателя торцовки (2 шт): 2 х 0,37 кВт
Масса: 1500 кг
14 400 USD
ПРЕИМУЩЕСТВА:
- Толщина кромки 0.4 - 3 мм
- Скорость подачи 6 - 20 м/мин
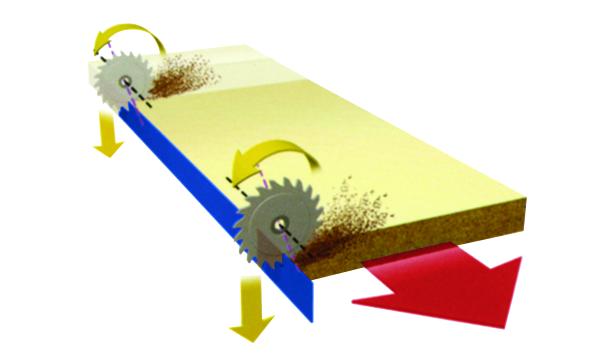
- Торцовка
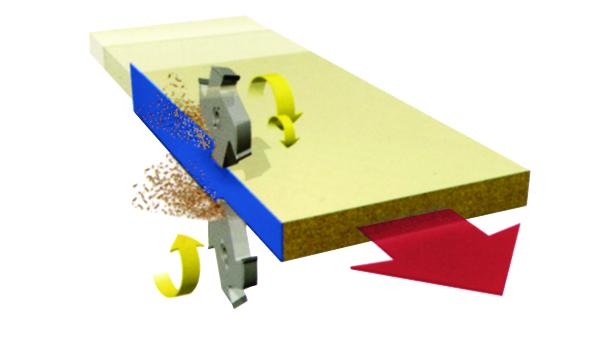
- Снятие свесов
- Радиусная циклевка
- Циклевка плоская
- Полировка
- На узле фрезерования свесов стоят двигатели 2 х 1,1 кВт
- Быстрая "настройка по кромке" узла снятия свесов
- На пресс группе пневмотическое усилие прижима ролликов
- Масса 1500 кг
НАЗНАЧЕНИЕ:
Предназначен для облицовывания прямолинейных кромок плитных материалов рулонными кромками АБС, ПВХ и полосовым кромочным материалом толщиной до 3 мм.
СХЕМЫ ОБРАБОТКИ:
| Торцовка | Фрезерование свесов | Циклевка радиусная | Циклевка плоская (опция) |
Полировка |
 |
 |
 |
 |
 |
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ:
- Скорость подачи 6- 20 м/мин, регулируется бесступенчато;
- Бачок для клея-расплава с электронным блоком контроля температуры;
- Тефлоновый резервуар для клея под клеенаносящим роликом;
- Регулировка количества наносимого клея;
- Гильотина для предварительной резки толстого кромочного материала из ПВХ или АБС;
- Пневматическое усилие пресс группы, для качественной фиксации кромочного материала к детали после нанесения клея;
- Торцовочный узел для обрезки переднего и заднего свесов пилой;
- Фрезерный узел для снятия свесов с вертикальной и горизонтальной настройкой, с двумя высокочастотными двигателями 12000 об/мин. Радиус фрезы 2 мм;
- Циклевка радиусная R = 2 мм;
- Циклевка плоская;
- Полировальный узел 2 х 0,18 кВт 1400 об/мин;
- Транспортная система с цепью;
- Прижимные ролики верхней балки изготовлены из резины, устанавливаются на подшипниках;
- Магазин подачи рулонного кромочного материала;
- Пульт управления на передней панели станка;
- Регулятор сжатого воздуха.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
 |
Блокировка подачи Блокировка позволяет подавать заготовки на минимально безопасном расстоянии друг от друга. Система автоматически срабатывает, предохраняя от повреждения агрегаты, исключая влияния «человеческого фактора». Расстояние между деталями 400 мм. От скорости подачи расстояние между деталями не меняется. |
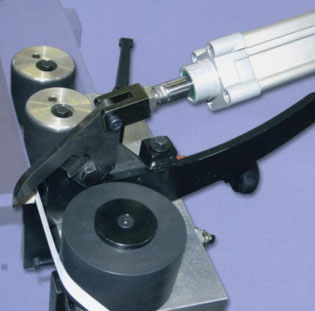  |
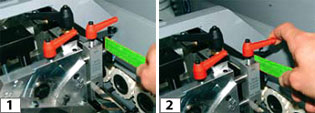
Узел предварительной обрезки Состоит из двух узлов: 1 (Тип ножниц) Узел предварительной обрезки (тип ножниц) для тонкой кромки (0.4-1 мм) Позволяет точно без заломов отрезать кромку и натуральный шпон. Идеальный вариант для тонкой кромки ПВХ, т.к. приводной ролик тянет за собой тонкую кромку. Кромка в этом случае не слетает с детали и не сминается. 2 (тип нож) Узел предварительной обрезки (тип нож) для толстой кромки (2-3 мм). Оснащен мощным пневмоцилиндром. Стабильно отрезает толстую кромку любого типа. |
 |
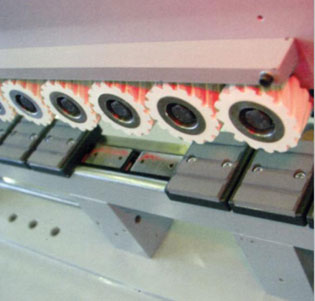
Пресс группа Зона прижима состоит из трех роликов. Первый ролик большого диаметра приводной, второй и третий допресовочные-конусные. Отличительные особенности: - Позволяет прижать штучный материал толщиной до 10 мм. - Быстрая полимеризация клея за счет большой площади контакта первого ролика (Ф120 мм). - Конусные разнонаправленные ролики обеспечивают идеальный вид клеевого соединения. - Настройка на толщину кромки происходит с помощью счетчика. - Пневматическая регулировка усилия прижима роликов позволяет подобрать и проконтролировать необходимое значение для прижима кромки. |
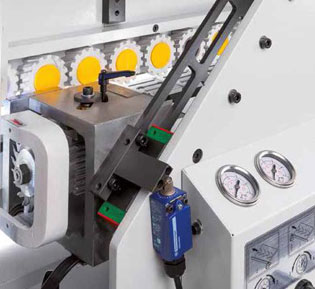  |
Узел торцевой обрезки Два промышленных двигателя (12000 об/мин) 2 x 1,1 кВт TEKNOMOTOR (Италия) - Имеется возможность поворота пил 0-15 град. - Пилы перемещаются по двум призматической направляющей, каждая пила отрезает припуск только с одной стороны. Данная система зарекомендовала себя как надежная и стабильная в течение всего срока эксплуатации. Отличительные особенности: - Простое линейное движение двух пил вверх-вниз; - Две призматические направляющие, которые в 5-ть раз стабильнее, чем круглые направляющие. - Провода двигателей защищены кабелеукладчиками. Это предохраняет их от перетирания и повреждений. - Зона торцовки отгорожена перегородкой. Исключено попадание обрезков кромки в клеевой узел и узел прижима. |
 |
Бачок централизованной смазки Принудительно по трубочкам масло поступает на призматические направляющие. Система обеспечивает стабильность работы узла (опция). Зона торцовки отгорожена перегородкой. Исключено попадание обрезков кромки в клеевой узел и узел прижима. |
  |
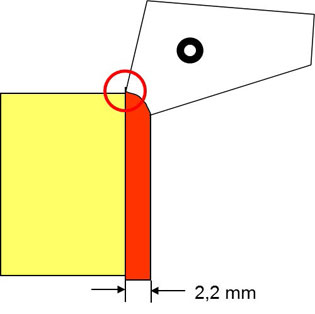
Фрезерный узел Два промышленных двигателя (12000 об/мин) 2х0,37 кВт TEKNOMOTOR (Италия). - Мощность двигателей позволяет фрезеровать кромку с припуском на сторону больше 2 мм. - Оснащены счетчиками винтовой точной настройки на разную толщину кромки. - Фрезы целиковые 4 ножа Ф75; Z = 4; R2 LEUCO (Германия). - Быстрая «настрой по кромке» путем установки образца кромки 0,4 мм или 2 мм под копировальную стойку. Не требует дополнительной подстройки. - Имеется угол наклона фрезеров 0-45 град. Эффективное использование режущего инструмента. Копиры вертикальный и горизонтальный круглые большого диаметра: - Осуществляют плавный заход на деталь. - Исключают повреждение любой облицованной поверхности. - Обеспечивают точное копирование поверхности детали. Касание копира в точке. |
  |
Узел радиусной цикли Узел финишной обработки кромки предназначен для удаления микроволны на обработанной радиусной поверхности кромки после фрезерного узла. Цикля необходима также для обработки 3D, комбинированной и акриловой кромки. - Счетчики на узле позволяют точно и быстро настроить узел на разную толщину кромки. - Пневмоперестановка узла, позволяет выводить узел из работы с пульта управления (опция). Узел оснащен системой аспирации. Стружка с циклевочного узла попадает в накопитель. |
 |
Копиры узла клеевой цикли Циклевочный узел оснащен круглыми копирами для точной обработки кромки. Копиры Ф80 мм находятся на минимальном расстоянии от края детали. Копиры не оставляют следов на глянцевых поверхностях. |
 |
Подача жидкости в зону резания В зону резания цикли подается жидкость из специального стакана. Подача жидкости обеспечивает: - Охлаждение и смазывание инструмент, создавая мягкие режимы резания. - Кромка не нагревается и не меняет цвета. - Лучше оттирает загрязнение полировальными кругами. |
 |
Узел клеевой цикли (опция) Предназначен для удаления остатков клея с клеевого соединения. - С верхним и нижним копирами, которые находятся на минимальном расстоянии от края заготовки, что позволяет с высокой точностью отслеживать профиль детали. - Управление производиться с пульта. Перестановка циклевки осуществляется с помощью пневмоцилиндров. |
 |
Полировальный узел Полировка необходима для финишной обработки кромки. Данная операция обеспечивает: - Блеск обработанной поверхности, очищает от загрязнений. - Восстанавливает цвет после циклевочного узла. - Формирует микро радиус у тонкой кромки(притупляет острый край). Полирующий агрегат – два двигателя, два полирующих диска, частота вращения 1400 об/мин 2х0,18 кВт. |
 |
Настройка Регулировка всех узлов работающих на пневматике находится в одном месте, что значительно упрощает регулировку станка. |
 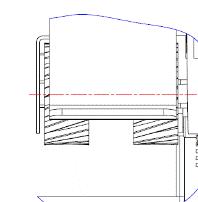 |
Подающий конвейер Деталь подается цепным конвейером с обрезиненными башмаками. Ширина башмаков 80 мм. Этот тип подачи более надежно фиксирует и перемещает деталь вдоль станка. Привод-мотор-редуктор. Скорость перемещения заготовки меняется плавно от 6 -20 м/мин. Это позволяет подобрать оптимальные режимы обработки необходимые заказчику. Деталь прижимается к конвейеру прижимной балкой с двухрядными роликами, установленными в шахматном порядке, чтобы максимально жестко зафиксировать деталь на конвейере. |
Как купить станок для облицовывания кромок FORWARD 400 EVO?
подробнее...ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| Толщина кромочного материала | 0,4 - 3 мм |
| Толщина детали, мин/макс | 10 - 60 мм |
| Размеры обрабатываемой детали (мин) - длинна x ширина | 120 x 60 мм |
| Скорость подачи | 6-20 м/мин |
| Мощность двигателей торцовки (2 шт) | 2 х 0,37 кВт |
| Обороты пил | 12000 об/мин |
| Фрезы узла снятия свесов кромки по плоскости (2 шт) | Ф75; Z = 4; R2 мм |
| Мощность двигателей (2 шт) | 2 х 1,1 л.с. |
| Обороты | 12000 об/мин |
| Полировальный узел – мощность | 2 х 0,18 кВт |
| Обороты | 1400 об/мин |
| Патрубки системы аспирации | 2 х Ф 100 мм |
| Общая мощность | 6,74 кВт |
| Питающее напряжение (3 фазы) | 380 В |
| Давление сжатого воздуха | 6,5 бар |
| Габаритные размеры - длина - ширина - высота |
4500 1700 1300 |
| Вес | 1500 кг |
Форма оплаты, порядок поставки, доставка FORWARD 400 EVO, гарантийные обязательства:
- Производитель оставляет за собой право без предварительного уведомления вносить изменения в конструкцию станков, что может привести к изменению технических характеристик оборудования, его стандартной комплектации, дополнительных принадлежностей и внешнего вида.
- Продажа станков FORWARD 400 EVO осуществляется на условиях 100%-ной предоплаты при наличии на складе и 50%-ной предоплате при заказе станка в производство.
- Срок отгрузки составляет 10 рабочих дней со дня получения 100%-ной оплаты.
- Доставка грузов весом менее 1,5 тонн осуществляется транспортными компаниями ООО «Автотрейдинг», ООО «Желдорэкспедиция», ООО «ПЭК» и т.д.
- Доставка грузов весом более 1,5 тонн осуществляется автотранспортом покупателя или поставщика, а также ж/д транспортом.
- Транспортные расходы по доставке товаров оплачивает покупатель.
- Гарантия на все станки 12 мес.
|
|
|
|